

产品推荐
- 1762型闭口楼承板
- 长沙762型闭口楼承板多少钱?长沙闭口楼承板厂家!
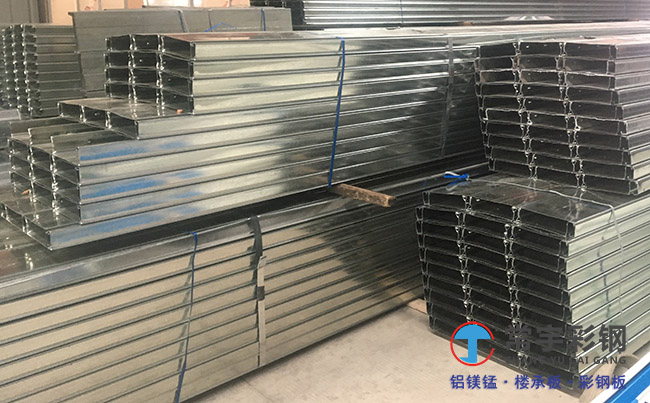
- 2冲孔300镀锌Z型钢(Z型檩条)
.jpg)
- 冲孔300镀锌Z型钢(Z型檩条)
- 3Q355B镀锌275gZ型钢
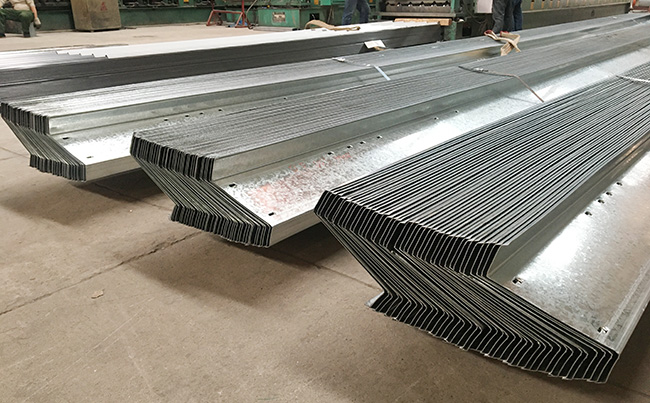
- Q355B镀锌含量275gZ型钢(Z型檩条),规格全,可冲孔!
- 4湖南岩棉_防火黑岩棉_高容重岩棉

- 防火黑岩棉是岩棉的一种,较之岩棉它的防火性能更优秀!
- 5【新品上线】900无纺布穿孔瓦

- 【新品】900象牙白无纺布穿孔瓦
- 6【独家新品】高端外墙岩棉一体化板

- 高端外墙岩棉一体化板,颜色尺寸均可定制!公司最新产品!
公司新闻
【c/z型钢厂】屋面副檫条焊接安装的施工方法
字号:小|大
发布时间:2017-3-28来源:www.cschangyu.com/cz/作者:c/z型钢厂浏览次数:(0) c/z型钢厂-常宇彩钢专业生产c型钢、z型钢,可来料加工!电话:0731-85592968!
副檩条采用C/Z型檩条成型机,按照设计图纸要求一次预制成型。檩条成型后检查质量合格即进行防腐工序。
副檩条c型钢预制成型,按sa2级标准做防锈处理,再分别涂刷2道无机富锌防腐涂料,平均漆膜厚度约100um。现场焊缝所补底漆和面漆均为无机富锌漆,漆膜厚度约100um。现场运输安装注意檩条成品保护,防止变形及碰坏涂层。
副檩条安装的控制点关键在其标高,不同位置的标高不同,因此安装副檩条前,必须先放好副檩条安装位置线,根据副檩条标高,同时兼顾结构误差,在安装时予以调整。施工过程中,关键控制好檩条的标高和倾斜度。不符合要求必须整改,合格后方可进行下道工序施工。

c型钢檩条安装采用机械和人工并用的方法,凡能利用吊车吊到安装位置的则利用吊车,凡在吊车回转半径范围外的檩条,则先用吊车吊到就近的砼楼面上,然后由人抬到安装位置,再利用滑轮或人力就位。安装时施 工人员利用临时平台作为操作平台。
将檩条与预制好的工字钢焊接相连,焊接电流要适当,焊缝成形 后不能出现气孔、裂纹、咬边和焊瘤,焊缝均匀,成型美观。
检查(z型钢)檩条顶面是否在设计的曲面上,需要通过拉线检测,即垂直于檩条长度方向接线,检查各行檩条顶面与拉线的高差,是否有突变的高差, 注意拉线不能跨过屋面曲线的反弯点。
焊接后应对焊缝及其四周进行防腐处理。防腐选用现场焊缝补漆,材料为无机富锌漆,漆膜厚度约100um。
